Peristaltic hose pump for mining industry
2021-05-24 16:44:27
Peristaltic hose pump for mining industry
Peristaltic hose pumps for mining industry are generally used to transfer acid and highly abrasive sludges and slurries.
Peristaltic hose pumps for mining industry are ideal for pumping highly aggressive components with suspended solid parts at high temperatures as the absence of valves or seals eliminates the risk of blockage or clogging.

The ability of our peristaltic hose pump for mining industry to pump from a depth of 8.5m underground solves material transfer problems impossible for other types of pump. It can also operate dry without product without the tube burning out or deteriorating.

In the mine, each storage tank is usually equipped with at least two hose pumps for pumping water and feeding the filter press, which can sometimes be located 300m away. It is important that the flow rate is not affected by various factors, such as changes in paste density, fluctuations in viscosity, and changes in water absorption and delivery heads. Except for peristaltic hose pumps, no other types of pumps can withstand this change.

Traditionally, centrifugal pumps have been widely used in precious metal mining, especially in thickener underflow applications, but they have many obvious shortcomings. For example, the amount of dry solids that a centrifugal pump can hold is limited. In many applications, the rotor and impeller of the sludge pump can only be used for a few weeks due to factors such as strong acidity or abrasive content. In addition, as the density of the slurry increases toward the bottom of the underflow thickener, the centrifugal pump will slow down or even stop running.

In contrast, peristaltic hose pumps for mining industry maintain pumping at the same flow rate regardless of the sludge density. In short, the performance of the peristaltic hose pump for mining industry is not affected by the abrasiveness and corrosivity of sludge and chemicals. Another benefit is that the use of hose pumps can reduce the filter capacity by up to 75%. The cost of each disc filter is about 100,000 US dollars, so it can save a lot of money.
Peristaltic hose pumps for mining industry are actually maintenance-free because there are no impellers, bushings or mechanical seals to be replaced, no check valve clogging, and no rotor or stator wear. The only wear part is the hose, which can be replaced in just a few minutes without special tools.

To help maximize uptime, thereby maximize profitability, reduce maintenance costs and improve site safety, more and more mine operators are now taking advantage of peristaltic hose pumps. The market cost of precious metals and minerals, coupled with the impact of remote areas and difficult conditions, means that optimizing pump selection has never been more important, not only for the mine, but also for the environment. The application of peristaltic hose pump for mining industry can help ensure better protection of the environment through safe and responsible transfers.
If you need peristaltic hose pump for mining industry, please contact us freely, sales@leadcrete.com.
 Phone/Wechat
Phone/Wechat ADDRESS
ADDRESS

 contacts
contacts







 +86-18538591025
+86-18538591025 sales@leadcrete.com
sales@leadcrete.com 中文
中文 English
English Your Position:
Your Position:  (Live chat)
(Live chat)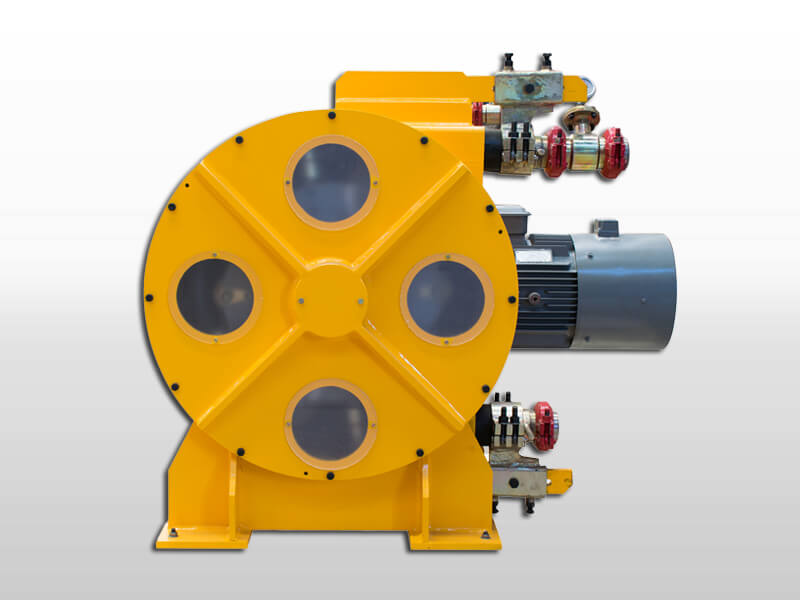
.jpg)

.jpg)

 Whatsapp
Whatsapp
